Film Faced Plywood: The Complete Buyer’s Guide (2026)
Film faced plywood sits on more construction sites worldwide than almost any other engineered panel. You find it in the formwork that shapes concrete columns in high-rise buildings, on the shuttering that gives a bridge its smooth underside, and under the decking on scaffolding platforms.

But not all film faced plywood is the same, and the gap between a good panel and a poor one is measured in failed pours, wasted time, and replacement costs that dwarf the original price difference.
This guide covers everything a buyer, procurement officer, or site manager needs to know: how it’s made, what specs actually matter, how to read certifications, and how to calculate the only number that truly counts: cost per use.

What Is Film Faced Plywood?
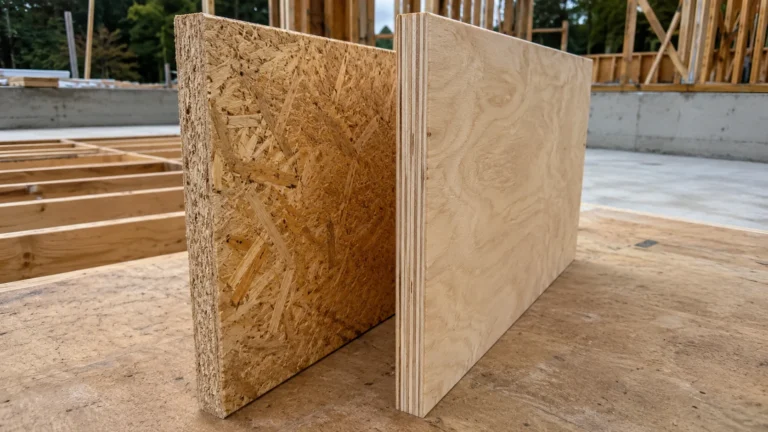
Film faced plywood is a multi-layer engineered wood panel with a resin-impregnated film bonded to one or both faces under heat and pressure. The film (typically phenolic or melamine) creates a hard, moisture-resistant surface that can be poured against, scrubbed, and reused multiple times without absorbing water or leaving residue on the concrete finish.
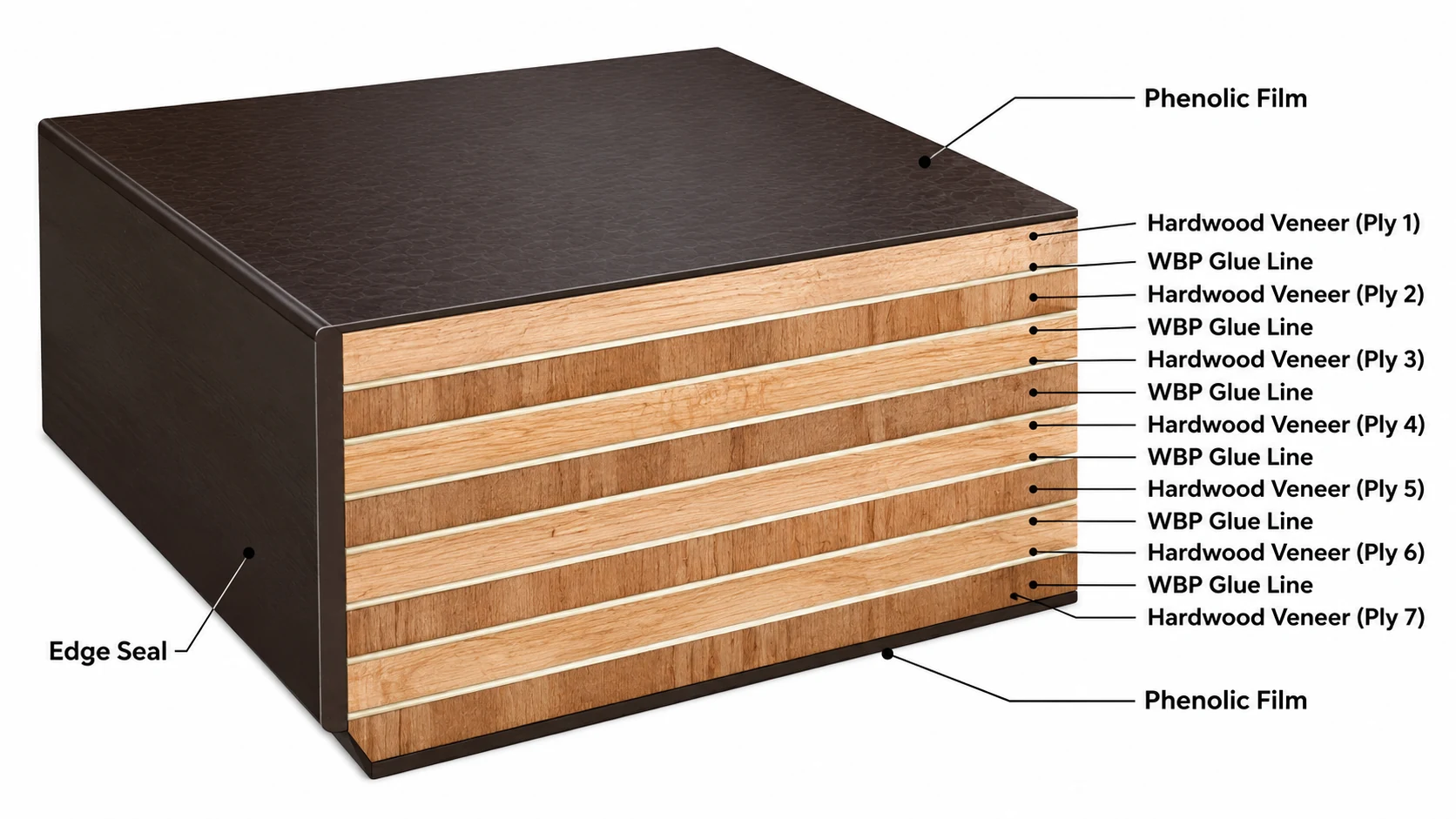
The panel has three distinct components:
- The core: stacked veneers of hardwood, glued with structural adhesive. The core determines strength, density, and how many times the sheet can be reused.
- The glue line: the adhesive bonding each veneer layer. This is what fails first under repeated wet exposure if quality is compromised.
- The film: the resin-impregnated overlay on the face(s). This is what most buyers focus on, but it’s actually the least important of the three.
Most buyers make the mistake of judging film faced plywood by how the surface looks. Experienced contractors judge it by what’s underneath.
How Film Faced Plywood Is Made
Understanding the manufacturing process helps you ask better questions when sourcing.
1. Veneer peeling and drying
Logs are rotary-peeled into thin sheets (veneers), typically 1.5–2.0 mm thick. The wood species at this stage determines the final panel’s density and strength. Veneers are dried to a moisture content of 8–12% before assembly.
2. Core assembly and pressing
Veneers are laid up in odd-ply configuration (cross-grain alternating layers) and bonded under heat and pressure using a WBP or phenolic adhesive system. The number of plies ranges from 5 (for 9–12mm panels) up to 13 or more (for 21mm).
3. Film application
Phenolic film (typically 120–240 g/m²) is positioned on the face(s) of the assembled panel and bonded in a hot press at 130–160°C. The resin in the film partially melts and fuses with the outermost veneer, creating a single continuous surface, not a laminate that can peel.
4. Edge sealing
After pressing and trimming, all four edges are painted with waterproof sealant. This is a critical step: edges left unsealed will wick water into the core during use, delaminating glue lines and ending the panel’s usable life prematurely.
Types of Film Faced Plywood
Brown Film Faced Plywood
The most common variant. A phenolic film tinted brown is bonded to both faces, with a smooth, closed surface. Used for concrete formwork where surface finish quality matters: slabs, columns, walls, and beams.

Best for: Standard formwork, flat slabs, columns, repetitive pours.
Black Film Faced Plywood
Structurally identical to brown, but uses a black-tinted phenolic film with slightly higher resin density. The black pigment is often associated with higher film weight (220–240 g/m²) and marginally better UV resistance, relevant for panels stored outdoors between pours.
Best for: High-rise formwork systems, outdoor storage environments, buyers who want a visual distinction between new and worn panels.
The honest answer on black vs. brown: Color is not a performance specification. A brown panel with 220 g/m² film outperforms a black panel with 120 g/m² film every time. Ask for the film weight, not the color.
Anti-Slip Film Faced Plywood (Wire Mesh / Wiremesh)
One face uses a standard phenolic film; the opposite face has a wire mesh pattern pressed into it, creating a textured, anti-slip surface. Designed for horizontal applications where workers or equipment need grip.
Best for: Scaffolding decks, working platforms, floor formwork, ramps.
See our detailed guide on anti-slip film faced plywood for specifications and EU safety compliance requirements.
Core Material: The Decision That Matters Most
The surface film is what you see. The core is what determines how many times you see it.
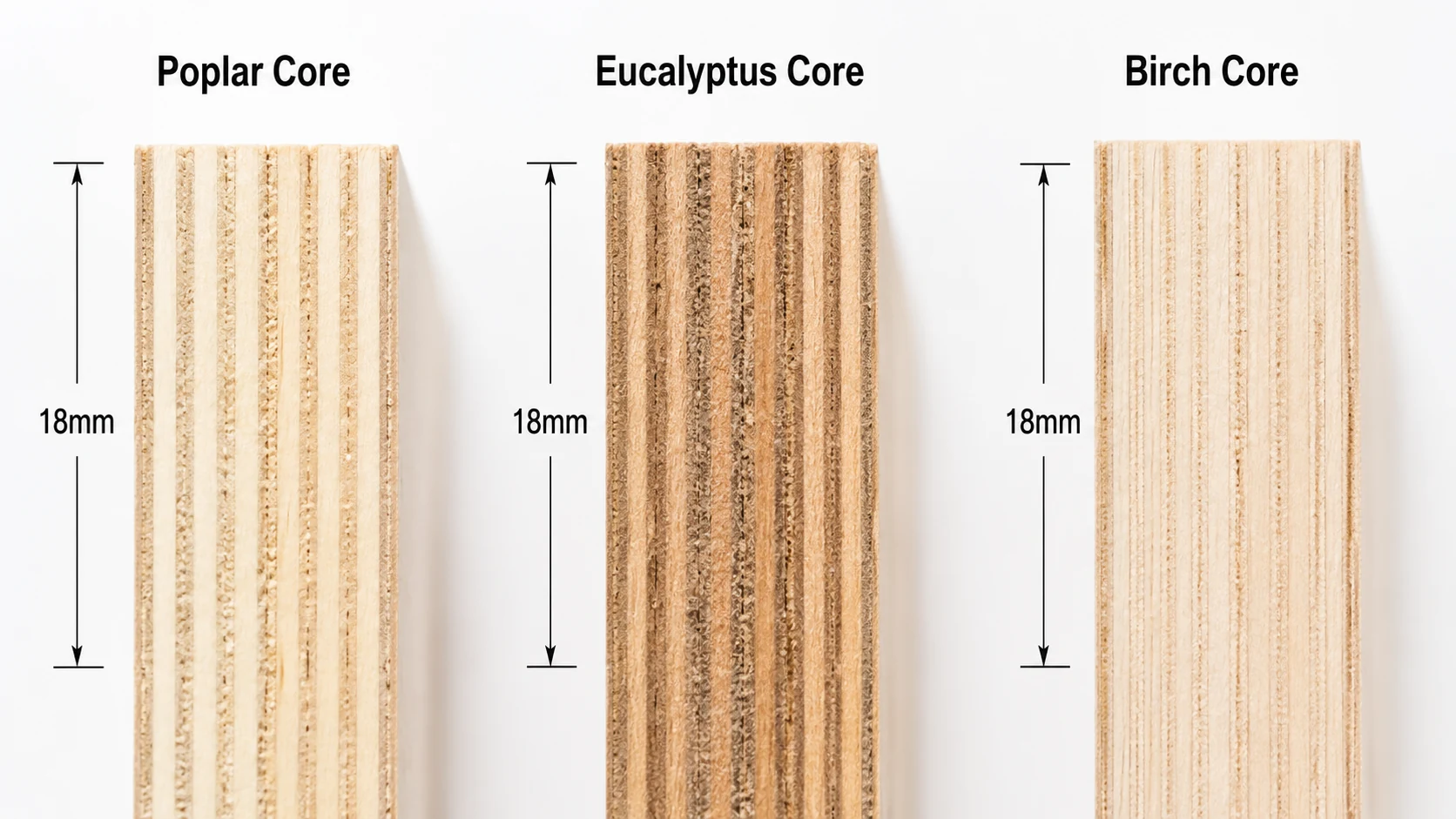
Poplar Core
The lightest and most affordable option. Poplar veneers are soft, with a density around 420–480 kg/m³. Panels are easy to handle on site, but the softer core compresses and dents under concrete pressure, particularly at the edges.
Realistic reuse count: 5–8 uses under normal formwork conditions.
Best for: Low-rise applications, short-duration projects, buyers prioritizing sheet price over lifespan.
Eucalyptus Core
A significant step up. Vietnamese eucalyptus veneer reaches 600–650 kg/m³ density, considerably harder than poplar. Panels resist edge damage better, hold fasteners more securely, and maintain flatness through more pours.
Realistic reuse count: 8–12 uses.
Best for: Mid-rise construction, projects with moderate repeat cycles, EU formwork requirements.
Hardwood Mixed Core (Acacia / Eucalyptus / Hardwood Mix)
The standard offering from Vietnamese manufacturers. A mix of acacia, eucalyptus, and other tropical hardwoods provides density in the 620–680 kg/m³ range with consistent glue penetration across the layup.
Realistic reuse count: 10–15 uses.
Best for: Commercial construction, medium to large projects, buyers balancing price and performance.
Birch Core
The premium tier. Birch veneer is dimensionally stable, dense (640–700 kg/m³), and exceptionally consistent in thickness tolerance. Panels hold their flatness through high-cycle use and tolerate rough handling better than softer cores.
Realistic reuse count: 12–20 uses with proper handling.
Best for: High-rise construction, demanding formwork systems, buyers focused on lifecycle cost.
Core Comparison Table
| Core Type | Density (kg/m³) | Realistic Reuse | Price Tier | Best Application |
|---|---|---|---|---|
| Poplar | 420–480 | 5–8 | Budget | Low-rise, short projects |
| Eucalyptus | 600–650 | 8–12 | Mid | Mid-rise, EU formwork |
| Hardwood mix (Acacia/Eucalyptus) | 620–680 | 10–15 | Mid-Premium | Commercial construction |
| Birch | 640–700 | 12–20 | Premium | High-rise, high-cycle use |
Glue System: The Second Most Important Factor
Even the best hardwood core fails fast with poor adhesive. For formwork use (repeated wet exposure, pressure, chemical release agents) only WBP (Water Boil Proof) glue is acceptable.
WBP / Phenolic Glue
The industry standard for film faced plywood. Phenolic-resin adhesive maintains full bond strength after immersion in boiling water. Tested under EN 314-2 Class 3 (the European standard for exterior/wet-service plywood).
This is the only glue type that should be used for concrete formwork. Full stop.
Melamine Glue
Melamine adhesive provides good moisture resistance for interior applications but degrades under prolonged wet exposure. It may survive 6–8 cycles in light formwork use, but edge delamination accelerates quickly after that.
Avoid for formwork. Acceptable for interior construction, shuttering on small residential projects with short exposure.
MR (Moisture Resistant) Glue
Interior-grade adhesive with minimal water resistance. Completely unsuitable for formwork. Sometimes used in counterfeit or mislabeled panels positioned as “film faced plywood.” If a panel has visibly open glue lines after a single pour, MR glue is the likely cause.
Glue Grade to Expected Reuse
| Glue Type | Standard | Wet-Service Use | Expected Reuse Range |
|---|---|---|---|
| WBP Phenolic | EN 314-2 Class 3 | Yes | 10–20+ |
| Melamine | EN 314-2 Class 2 | Limited | 6–10 |
| MR | Interior only | No | 1–4 |
For a deeper technical explanation, read our guide on phenolic vs. melamine glue in plywood.
Film Weight: What Those Numbers Mean
Film weight, expressed in g/m², is the single most useful specification when comparing panels from different suppliers. It tells you how much resin-impregnated paper is on the face, which directly determines abrasion resistance and how many concrete pours the surface can handle before roughening.
120 g/m²: Light Duty
The thinnest film option. Surface wears through in 5–8 pours. Acceptable for low-rise residential shuttering, interior wall forms.
160 g/m²: Standard
The baseline for construction formwork. Widely available from Vietnamese and Chinese suppliers. Provides smooth concrete finish for 8–12 cycles with proper cleaning and release agent application.
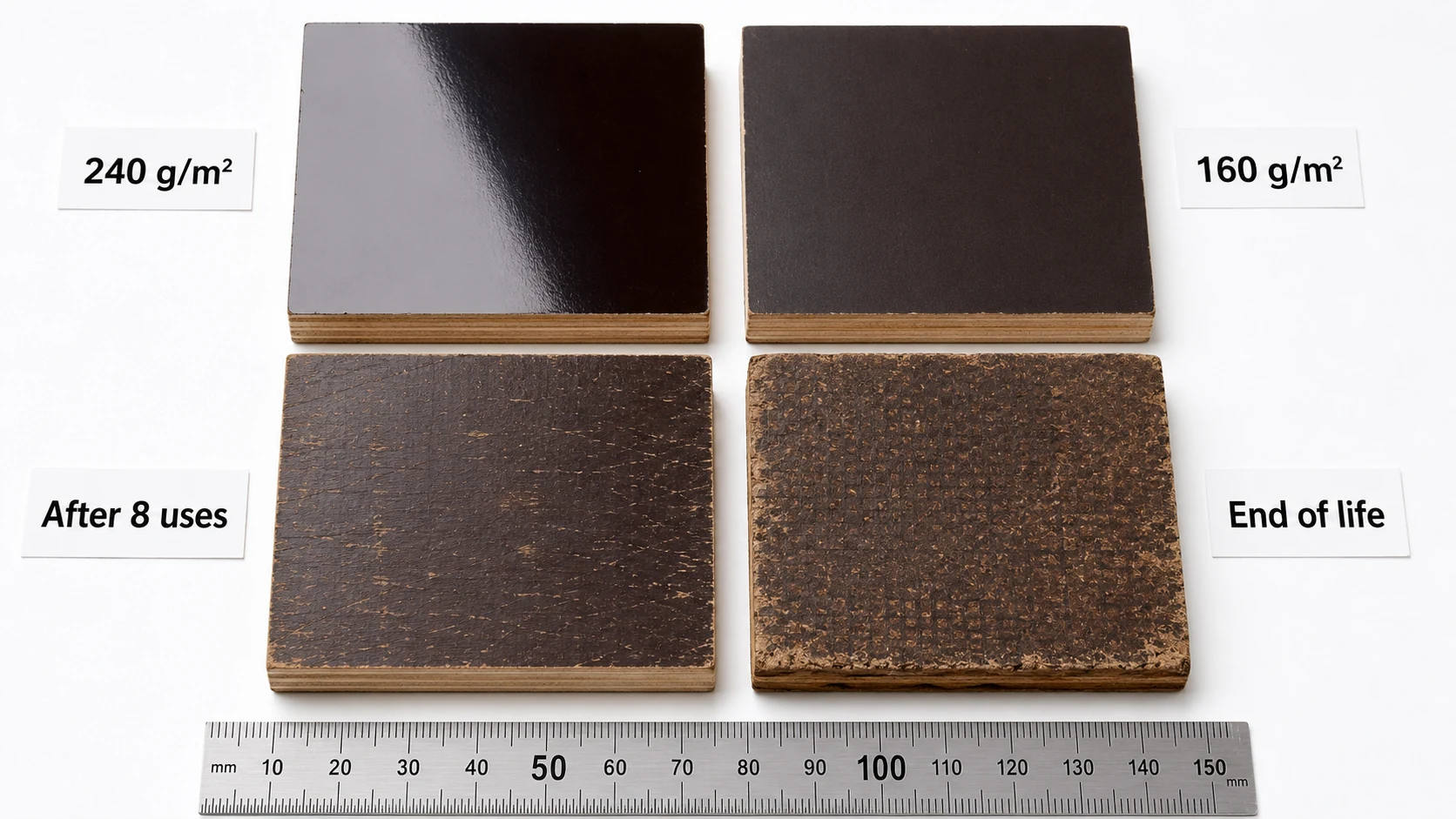
220 g/m²: Heavy Duty
The workhorse for commercial construction. Film is thick enough to withstand abrasive cleaning and edge impact on form stripping. Pairs well with hardwood mixed core for 12–15 cycle performance.
240 g/m²: Premium
Used in demanding applications: high-rise, bridge decking, precast concrete. Surface maintains smoothness longer, tolerates rougher handling. Specified by contractors who track surface finish quality across many pours.
Film Weight vs. Core: Which to Prioritize?
If you have to choose between upgrading the film weight and upgrading the core species, upgrade the core first. A 240 g/m² film on a poplar core will still delaminate from the edges before the surface wears out. The failure sequence is almost always: edges first, then glue line, then film surface. Invest in the foundation, not the coating.
Thickness Guide: Which Specification for Which Application
| Thickness | Common Use Case | Notes |
|---|---|---|
| 9 mm | Curved formwork, lightweight shuttering | Limited load capacity |
| 12 mm | Wall and column forms, lightweight slabs | Common in residential |
| 15 mm | General formwork, beams, columns | Versatile mid-range |
| 18 mm | Standard for most commercial formwork | Most widely specified |
| 21 mm | Heavy-duty: bridge, industrial, high-pressure | Maximum load capacity |
18 mm is the industry default for commercial construction. When in doubt, start here. Move up to 21 mm for deep beams, high pour heights, or long spans between supports. Move down to 15 mm for column and wall forms where handling weight is a constraint.
Standard Sheet Sizes
- 1220 × 2440 mm (4 × 8 ft), global standard
- 1250 × 2500 mm, European preference
- Custom sizes available from factories on MOQ basis
Grades Explained: How to Read the Label
Film faced plywood is graded by the surface quality of its face and back veneers. Vietnamese manufacturers typically use the following notation:
| Grade | Face | Back | Meaning |
|---|---|---|---|
| B/BB | B grade | BB grade | Premium: near-defect-free face, minimal repairs on back |
| BB/BB | BB | BB | Good quality both faces, suitable for two-face visible use |
| BB/WG | BB | WG (wear grade) | Standard commercial: good face, functional back |
| WG/WG | WG | WG | Budget: functional both faces, visible repairs |
| CC/CC | CC | CC | Economy grade; significant defects, low reuse expectation |
For formwork, BB/WG is the typical commercial specification. The back face contacts the form structure (walers, ties), so near-perfect quality is unnecessary. The B or BB face is what touches the concrete and determines pour finish quality.
Certifications: What to Demand from Your Supplier
Certifications are not paperwork formalities; they are third-party confirmation that the panel meets a performance standard your supplier has no commercial incentive to volunteer honestly.
CE2+ (EN 636-3 + EN 314-2 Class 3)
The European conformity mark specific to formwork plywood. CE2+ certifies:
- The panel meets EN 636-3 (structural plywood for exterior/wet conditions)
- Glue bond passes EN 314-2 Class 3 (boiling water resistance)
- Production facility is audited by a notified body
CE2+ is mandatory for construction formwork sold in the EU under the Construction Products Regulation. Any supplier selling into Europe without CE2+ is either selling to non-regulated markets or shipping non-compliant product.
FSC (Forest Stewardship Council)
FSC certification confirms the timber in the panel comes from responsibly managed forests. Required by an increasing number of EU public procurement contracts and large construction groups with ESG commitments.
See the Kosmex certification page for our current FSC and CE2+ documentation.
CARB (California Air Resources Board)
US market requirement for formaldehyde emission limits. CARB Phase 2 sets maximum formaldehyde levels well below most international standards. Required for product sold or distributed in California; increasingly requested across the US market.
EN 314-2 Class 3
This is the bond quality standard underlying CE2+, worth understanding separately. Class 3 means the glue bond maintains structural integrity after the most demanding test cycle: boiling, drying, and mechanical testing. Class 1 and Class 2 are interior and semi-exterior grades respectively.
Documents to Request Before Your First Order
| Document | What It Confirms |
|---|---|
| CE2+ Declaration of Performance (DoP) | EN 636 class, glue class, notified body name |
| Test report (EN 314-2) | Actual bond strength measured values |
| FSC Chain of Custody Certificate | Chain of custody number, scope |
| Factory inspection report | Production facility audit status |
| CARB certificate (if US market) | Formaldehyde emission compliance |
How Many Times Can Film Faced Plywood Be Reused? (The Honest Answer)
This is the question every buyer asks and every supplier answers optimistically.
Marketing claims: 20–30 uses.
Lab conditions: 15–20 uses (controlled environment, ideal handling).
Real construction site: 8–12 uses for a quality mid-range panel; 6–8 for budget panels; 12–18 for premium birch core with disciplined site practices.

The gap between claimed and actual reuse comes down to four variables:
1. Edge damage
Edges are where panels die first. Stripping concrete formwork puts mechanical stress on panel edges; each strip cycle adds chips, splits, and delamination. Unsealed cut edges absorb water, accelerating failure. Even high-quality panels rarely survive 15+ uses if edges aren’t maintained.
2. Cleaning protocol
Dried concrete residue, scraped off with metal tools, removes film surface faster than the pours themselves. Use rubber scrapers or plastic tools. Rinse with water, not solvents. Apply release agent before every pour.
3. Storage
Panels stacked on uneven dunnage develop permanent bow from moisture differential between faces. Store flat, cover from rain, rotate stock so panels don’t sit wet for weeks between uses.
4. Core degradation
After repeated wetting and drying cycles, even well-glued cores accumulate micro-delaminations. The panel may look fine from the surface while the core has lost significant stiffness. Flex a panel corner ; a degraded core will show visible deflection before it’s safe to use again under load.
Reuse Expectations by Core Type
| Core | Typical Site Reuse | With Discipline | Notes |
|---|---|---|---|
| Poplar | 5–7 | 8–10 | Edges damage quickly |
| Eucalyptus | 8–10 | 12–14 | Good value midpoint |
| Hardwood mix | 10–13 | 14–16 | Kosmex standard offering |
| Birch | 12–15 | 16–20 | Premium, highest lifecycle |
The honest planning number: Quote your client 8 uses for a mid-range panel. If you get 11, you’ve outperformed the spec. If you quote 20 and get 10, you’ve created a budget problem.
Cut Edge Protocol: The Practice That Doubles Panel Life
Cut edges are where film faced plywood panels fail earliest, and yet edge sealing on site is almost universally skipped.
When you cut a panel to size, the core veneer is exposed. During pours, concrete migrates into these exposed edges by capillary action, soaking the veneer layers and expanding glue lines. The result: edge delamination within 2–3 uses of a cut panel.
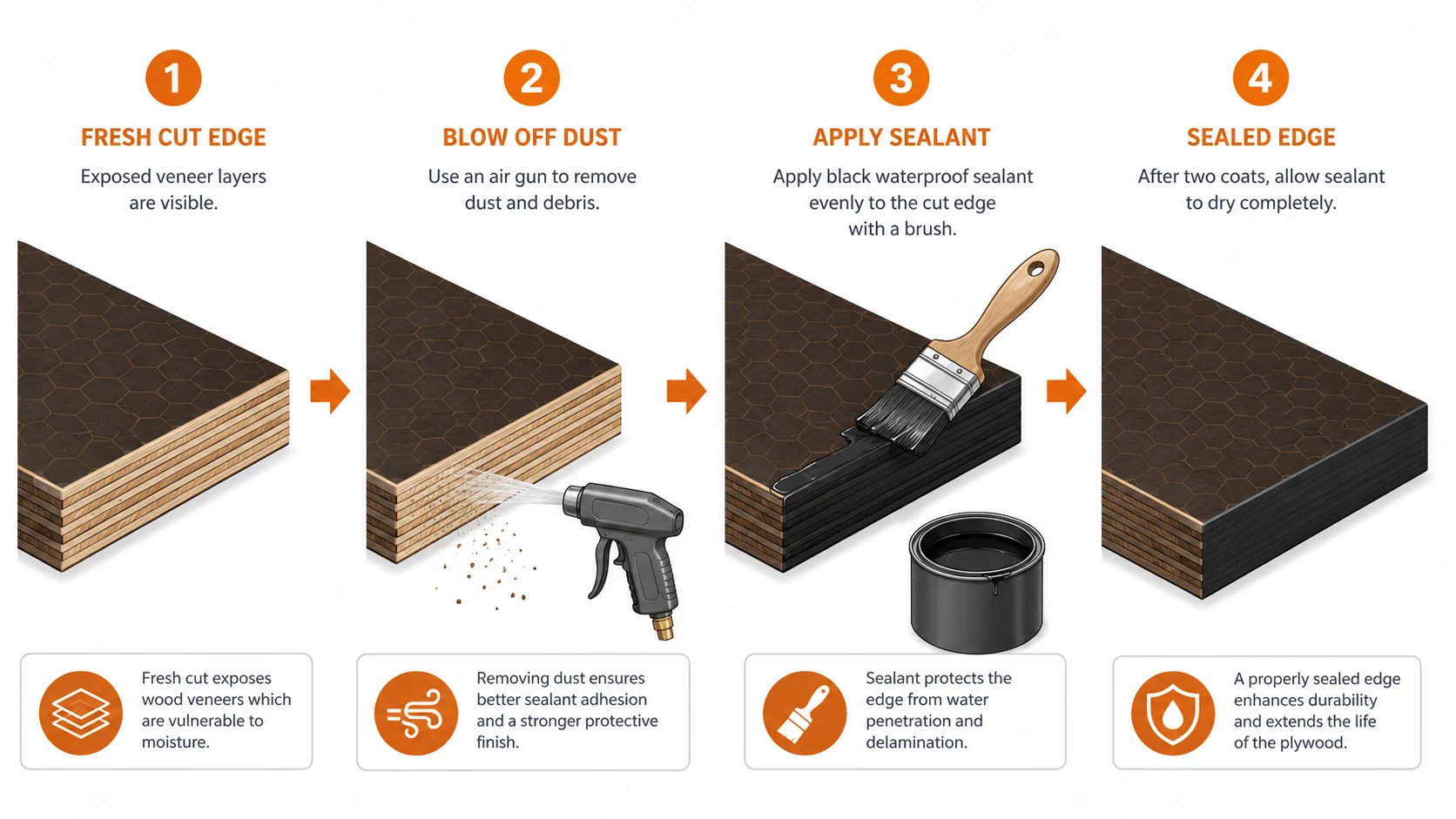
Site protocol to extend panel life:
- Cut with a fine-tooth circular saw blade (60+ tooth); rough cuts tear veneer and create larger edge exposure
- Blow off dust from the cut edge immediately
- Apply two coats of waterproof edge sealant (bitumen paint, polyurethane, or purpose-made plywood edge seal) before the first use
- Re-apply after every 3–4 pours on cut edges
This takes 5 minutes per panel and can add 4–6 uses to a cut panel’s life. On a 100-sheet order, that’s a meaningful cost difference.
Cost Per Use: The Only Calculation That Matters
Buyers who compare panel prices side by side are solving the wrong problem. The question is not “which panel is cheaper?” but rather “which panel “which panel delivers the lowest cost per pour?”
The Formula
Cost per use = (Panel price + Edge sealant cost) ÷ Actual reuse count
Example Calculation
| Budget Panel | Mid-Range Panel | |
|---|---|---|
| Panel price (18mm, 1220×2440) | $22 | $35 |
| Edge sealant (per panel) | $1 | $1 |
| Realistic reuse (site conditions) | 6 | 12 |
| Cost per use | $3.83 | $3.00 |
| Over 100 pours (panels needed) | 17 panels = $374 | 9 panels = $324 |
The “expensive” panel costs $50 less over 100 pours, plus you save on delivery, handling, and labor for replacing panels mid-project.
This math assumes the same handling discipline for both panels. When the cheaper panel also requires more labor to strip (it sticks more), more cleanup (rougher concrete finish), and more replacements, the real cost gap widens further.
Film Faced Plywood vs. Alternatives
vs. Standard Structural Plywood
Regular plywood absorbs water, swells, and bonds to concrete after the first pour. Film faced plywood releases cleanly. For any application involving direct concrete contact, film faced is not optional; it is a different product category.
vs. OSB (Oriented Strand Board)
OSB is cheaper per sheet but unsuitable for concrete formwork: it swells significantly when wet, has inconsistent surface density, and leaves texture on the concrete face. OSB in formwork applications is a false economy.
vs. Aluminium Formwork Systems
Aluminium systems have higher upfront cost but very high reuse (100+ uses). For repetitive, standardized pours (e.g., residential towers with identical floor plates), aluminium systems often win on lifecycle cost. For irregular structures, custom dimensions, or projects with complex geometry, film faced plywood remains more flexible and cost-effective.
Why Source Film Faced Plywood from Vietnam?
Vietnam has become one of the leading global exporters of construction-grade film faced plywood for several structural reasons, not marketing reasons.
Hardwood core advantage
Vietnamese forests produce acacia and eucalyptus hardwoods that are naturally denser and more uniform than the poplar predominant in Chinese production. A standard Vietnamese hardwood-core panel typically reaches 620–680 kg/m³, comparable to European hardwood products at a fraction of the price.
CE2+ compliance infrastructure
Vietnam’s major plywood manufacturers have invested in CE2+-certified production lines specifically to serve EU construction markets. CE2+ requires ongoing third-party auditing, not just a one-time certificate. Manufacturers who have maintained CE2+ over multiple audit cycles have demonstrated sustained quality systems, not just a favorable test run.
Price positioning
Vietnamese film faced plywood typically prices 15–25% below comparable European-manufactured product, and is competitive with Chinese supply while offering hardwood core density that Chinese poplar-core production cannot match at the same price point.
Export volume and logistics
Vietnam’s port infrastructure (Hai Phong, Ho Chi Minh City) supports regular container export to Europe, the Middle East, Japan, Australia, and the US. Most manufacturers ship FOB with standard 20-day documentation.
At Kosmex, our film faced plywood is produced from Vietnamese hardwood core (acacia and eucalyptus), bonded with WBP phenolic glue, tested to EN 314-2 Class 3, and CE2+-certified. Film weight options start at 160 g/m² and go up to 240 g/m² for heavy-duty specifications.
How to Order Film Faced Plywood from Vietnam: Practical Steps
1. Define your specification first
Before contacting any supplier, know: thickness, face grade (BB/WG or B/BB), film weight, core preference, sheet size, and target certifications. Suppliers quote to your spec; vague inquiries get vague quotes.
2. Request a sample and test report
Any serious supplier will send samples and a current EN 314-2 test report. Test the sample yourself: soak an offcut in water for 24 hours, then check for delamination. If glue lines open up, you have MR or melamine glue regardless of what the spec sheet says.
3. MOQ and lead time
Typical MOQ from Vietnamese factories: 1 × 20ft container (~500–600 sheets of 18mm). Lead time from order confirmation: 15–25 days for production + 20–25 days sea freight to Europe or Australia.
4. Documents for customs clearance (EU)
- CE2+ Declaration of Performance
- Packing list and commercial invoice
- Bill of lading
- Phytosanitary certificate (timber shipment requirement)
- FSC certificate (if specified in contract)
5. Payment terms
Standard: 30% deposit on order confirmation, 70% against Bill of Lading or LC at sight. Established buyers with track record may negotiate net 30–60 terms after initial orders.
Contact our export team to discuss your specification and receive a FOB quote within 24 hours.
Frequently Asked Questions
How many times can film faced plywood be reused on a real construction site?
Plan for 8–12 uses with a quality mid-range panel (hardwood core, WBP glue, 160–220 g/m² film) under normal construction conditions. Premium birch core panels with strict site discipline can reach 15–20 uses. Budget poplar core panels typically deliver 5–8 before edge delamination becomes unacceptable.
What is the difference between black and brown film faced plywood?
Color reflects pigment in the resin film, not a performance specification. Black film is sometimes associated with higher resin density (220–240 g/m²) but this is not universal. Always specify film weight in g/m² rather than color. A brown 220 g/m² panel outperforms a black 120 g/m² panel in every measurable way.
Is WBP the same as phenolic glue?
WBP (Water Boil Proof) is a performance classification, not a specific adhesive. Phenolic resin adhesive consistently meets WBP standards. When a supplier says “WBP glue,” confirm it is phenolic resin, tested to EN 314-2 Class 3. Some suppliers use the term loosely to describe melamine adhesive; ask for the test report.
What certifications should I require for EU construction projects?
At minimum: CE2+ (covering EN 636-3 and EN 314-2 Class 3). For public procurement or ESG-committed clients: FSC Chain of Custody. For precast concrete or exposed structure: request the original EN 314-2 bond shear test report, not just the certificate.
Can film faced plywood be used outdoors without formwork?
Yes, with limitations. The phenolic film provides excellent weather resistance, but exposed edges remain vulnerable. For permanent outdoor structural use, marine-grade plywood is more appropriate. Film faced plywood is optimized for temporary outdoor use (formwork, site platforms) rather than permanent weathering exposure.
How do I seal cut edges on site?
Use waterproof edge sealant (bitumen-based or polyurethane). Apply two coats immediately after cutting, before any contact with water or concrete. Re-apply every 3–4 uses on cut edges. This single practice extends cut panel life by 4–6 additional uses.
Summary: How to Buy Film Faced Plywood Without Regrets
Most panel disappointments trace back to optimistic reuse claims, unverified certifications, and core species substitution between the sample and the shipment.
The three questions that matter before you place an order:
1. What core species is in the panel? Get it in the contract. “Hardwood” without species can mean anything. Specify eucalyptus, acacia, or birch, whichever your application demands.
2. What is the film weight? Not the color. Not the gloss level. The g/m² number. This belongs in your purchase order.
3. Can they provide the EN 314-2 test report? Not the CE certificate but the underlying test report showing actual measured bond shear strength. A legitimate CE2+-certified manufacturer has this on file for every production batch.
Get these three right and you’re buying a panel, not a promise.
—
Kosmex Co., Ltd. has manufactured CE2+-certified film faced plywood from Vietnamese hardwood core since 2010. For specifications, samples, or an FOB quote, contact our export team or download our product catalogue.
—
Related articles:




Bình luận