How to Evaluate a Vietnam Plywood Factory Before Your First Order
EU buyers placing a first order with a Vietnamese plywood factory face a straightforward challenge: the factory is 9,000 km away, the sales team is professional and responsive, the samples look good, and the price is right. But none of that tells you whether the factory can actually deliver consistent quality at commercial volume.

Factory evaluation is not about distrust. It is about reducing risk before committing capital. This guide gives EU buyers a practical, seven-step framework for evaluating a Vietnamese plywood factory, whether you are conducting an in-person visit, a remote audit via video, or a document-only review.
Why Factory Evaluation Matters for EU Buyers Specifically
EU buyers carry more risk than buyers in other markets because:
- CE marking liability: If you import CE-marked plywood into the EU for construction use, you are legally responsible for verifying that the CE documentation is genuine and current. A fraudulent CE mark is a legal liability for the importer, not just the supplier.
- EUDR due diligence: From December 2025, you must submit a due diligence statement asserting that the product is deforestation-free.

This statement is based on information the supplier provides. If the factory cannot produce GPS coordinates and land use documentation, your compliance obligation cannot be fulfilled. - Long lead times: A container from Vietnam takes 25–35 days to arrive in Europe. By the time a quality problem is discovered at destination, a replacement shipment is 5–6 weeks away. Pre-shipment evaluation eliminates problems before they ship.
Step 1: Verify the Factory’s Legal Registration and Export Status
Before anything else, confirm that the factory is a legitimate, registered exporter.
Request:
- Business registration certificate (issued by the Vietnamese Ministry of Planning and Investment)
- Export license or customs code (confirms the factory is registered to export)
- Tax identification number
Cross-check:
- Search the factory name on the Vietnamese National Business Registration Portal (dangkykinhdoanh.gov.vn)
- Verify that the company name on the CE certificate, FSC certificate, and business registration all match
A mismatch between the selling entity and the manufacturing entity is a common red flag for trading companies presenting themselves as factories.
Step 2: Evaluate Production Equipment
The equipment used in plywood manufacturing is the primary determinant of core quality and structural consistency. Ask for a factory tour (in person or via video call) and verify the following:
Core Jointing Method
| Equipment | What It Means |
|---|---|
| Composer machine (automated core jointer) | Veneers are jointed by machine: no gaps, no overlaps, consistent core contact across the panel |
| Manual jointing | Veneers joined by workers: gap frequency and overlap rate depend on worker skill and consistency |
A factory using composer machines for core jointing will consistently produce panels with higher bending strength and lower delamination risk than a factory relying on manual jointing. This is the single most important equipment question to ask.

For a direct comparison of what this means for finished product quality, see: Vietnam Plywood vs China Plywood for EU Buyers
Film Application Equipment (for Film Faced Plywood)
Ask about:
- Film roll density used (request the supplier’s standard specification: 145–185 g/m² is premium grade; 90–120 g/m² is budget grade)
- Hot press temperature and pressure control (automated or manual monitoring)
- Film cutting and alignment process (automated reduces edge defects)
Higher film density and controlled pressing conditions reduce burning points, film splits, and dents in the finished surface. For EU formwork buyers, this directly affects the number of reuses per panel.
Glue Mixing and Application
Ask whether the factory uses pure adhesive or adds water to extend glue volume. Pure glue produces consistent bond strength; diluted glue weakens at cut edges and under moisture exposure. Request the factory’s glue specification sheet and cross-reference against the EN 314-2 test report.
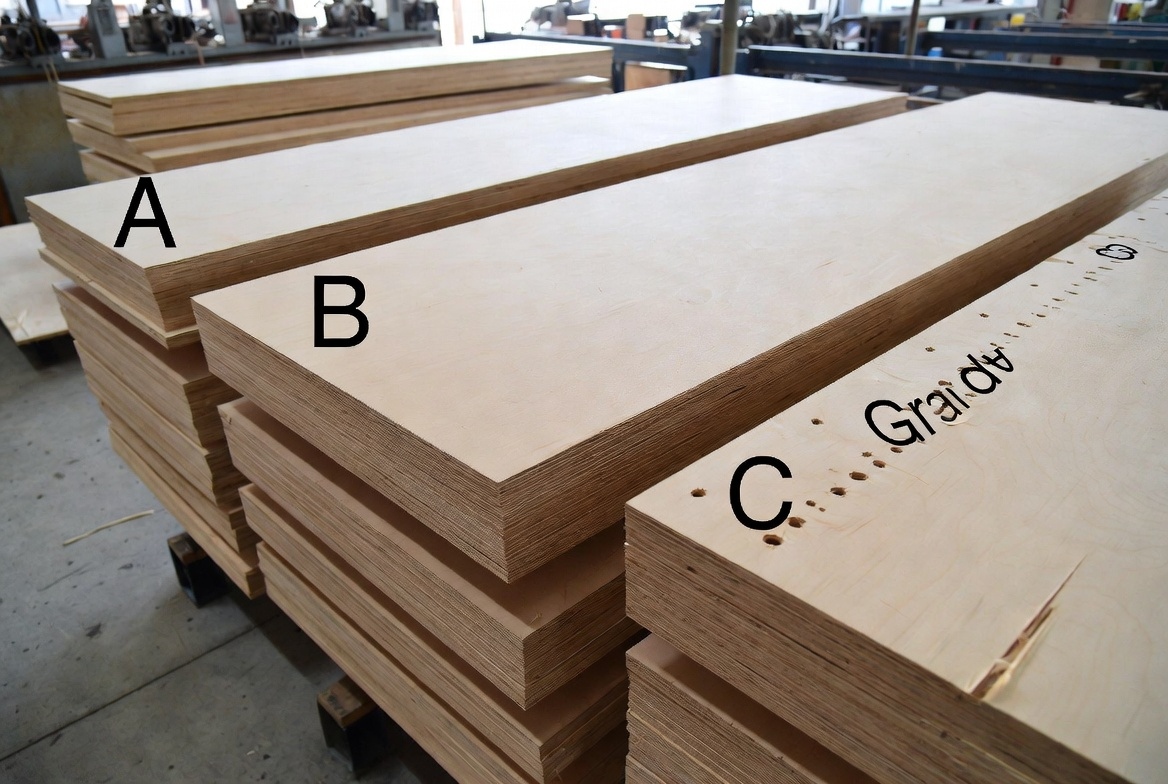
Step 3: Verify Core Grading Practice
Ask to inspect the veneer and core stock on the production floor, either in person or via video.
| Grade | What to Look For |
|---|---|
| A grade core | No splits, no holes, no overlapping. Consistent thickness across the sheet. |
| B grade core | Minor surface defects permitted but no structural gaps. |
| C grade core | Splits, holes, and overlapping permitted. Structurally weaker. |
A factory that uses A and B grade core only will produce commercially graded plywood with higher bending strength and more consistent cross-section bonding than a factory that mixes in C grade core to reduce cost.
Ask directly: “Do you mix A, B, and C grade core, or do you use A and B only?” Request the factory’s internal grading standard documentation.
Step 4: Review the Laboratory and Testing Capability
A factory with in-house testing capability can verify product quality during production, not just after. Ask about:
In-house tests:
- Moisture content (moisture meter on each production batch)
- Thickness tolerance measurement (digital caliper or thickness gauge)
- Bond quality visual check (cross-section delamination check on cut samples)
Third-party certified testing:
- EN 314-2 bond class test (accredited laboratory, ISO 17025)
- EN 310 bending strength test (accredited laboratory)
- Formaldehyde emission test (EN 717-1 or EN 120)
Request the most recent test reports. Check that the accreditation number of the testing laboratory is listed on the report and verify it independently.
For a detailed explanation of what test reports to request and what to check within them, see: What Documents to Request from a Vietnam Plywood Supplier (EU Checklist)
Step 5: Verify CE and FSC Certification Authenticity
This is the step most buyers skip, and it is the one that matters most for EU compliance.
CE Marking Verification
- Request the Declaration of Performance (DoP) and the Factory Production Control (FPC) certificate
- Find the Notified Body number on the FPC certificate (a four-digit number)
- Go to the EU NANDO database and search for that Notified Body number
- Confirm the Notified Body is listed, is authorized for plywood products under EN 13986, and is currently active
- Contact the Notified Body directly (email or phone) and ask them to confirm that the named factory holds a current FPC certificate

This last step takes 10 minutes and eliminates counterfeit CE documentation entirely. It is the single most effective compliance check available to EU importers.
For further guidance on CE verification, read: How to Find a Vietnam Plywood Factory with a CE Certificate
FSC Certification Verification
- Request the FSC Chain of Custody certificate number
- Go to info.fsc.org and enter the certificate number
- Confirm the certificate is valid, the scope covers the products you are ordering, and the certificate holder matches the factory name
Step 6: Assess EUDR Documentation Readiness
From December 2025, you will need GPS coordinates and land use documentation to submit your EUDR due diligence statement. Ask the factory now:
Questions to ask:
- “Can you provide GPS polygon coordinates for the plantation areas supplying this factory?”
- “Are the source areas registered agricultural land or natural forest?”
- “Do you have land use documentation or plantation registration records for your timber suppliers?”
- “Has any of your timber supply changed source since 31 December 2020?”
A factory that can answer these questions clearly and provide documentation is EUDR-ready. A factory that cannot answer them, or that provides only a vague written declaration, presents a compliance risk from December 2025 onwards.
Vietnamese plantation species (acacia, eucalyptus, rubber wood) are typically grown on registered agricultural land with documented plantation history. This makes EUDR compliance achievable for factories that have invested in supply chain transparency.
Step 7: Conduct a Trial Order with Pre-Shipment Inspection
Even after a thorough factory evaluation, the first commercial order should be treated as a production trial.

Structure your trial order as follows:
- Specify exact requirements in writing: thickness tolerance (typically ±0.3 mm), moisture content (8–12%), surface quality grade, glue class, film density (if film faced)
- Request production samples before full production runs (a production sample shows real production quality, unlike a curated marketing sample)
- Commission a pre-shipment inspection from SGS, Bureau Veritas, Intertek, or a local Vietnam inspection agency. A standard plywood inspection costs USD 200–400 and covers:
- Dimensional tolerance check (thickness, length, width on multiple sheets)
- Surface inspection (film defects, face splits, burning points)
- Cross-section check (core gap, delamination, glue line uniformity)
- Moisture content measurement
- Quantity verification against packing list
- Review the inspection report before authorizing shipment. If defects exceed your acceptable quality level (AQL), hold the shipment and negotiate a resolution before it leaves the factory.
Red Flags to Watch For
During the evaluation process, these signals indicate higher risk:
- Factory cannot provide ISO 17025 accredited test reports (only self-declared quality statements)
- Notified Body number is not found in the NANDO database
- Company name on CE certificate does not match business registration
- Factory declines to allow third-party pre-shipment inspection
- GPS coordinates are provided for a single point rather than polygon boundaries
- Price is significantly below market level for the specification (suggests grade mixing or inferior materials)
- Minimum order quantity is unusually low (may indicate a trading company, not a manufacturer)
Kosmex Group: Evaluation-Ready
Kosmex Group welcomes factory evaluation from EU buyers as part of the standard qualification process:
- Factory visits and video tours available by appointment
- Full documentation provided in advance: EN test reports, CE DoP and FPC, FSC CoC, EUDR documentation
- Composer machine core jointing: verifiable on production floor
- Film face density 145–185 g/m²: documented and measurable
- Pure phenolic glue: EN 314-2 Class 3 test report available
- A and B grade core only: grading standard available on request
- Third-party pre-shipment inspection: SGS, Bureau Veritas, Intertek cooperation as standard
Contact Kosmex Group to request the pre-qualification documentation package, arrange a factory visit, or discuss your first trial order. Start your evaluation →





Bình luận